
产品列表
- 880五连轧机组
- 1450酸平整机
- 四辊/六辊五机架酸连轧机组(无头酸连轧、双收卷)
- 酸连轧机
- 六辊HC冷轧机组
- 四辊可逆冷轧机组
- 连轧机组
- BL20-225型二十辊可逆冷轧机
- 铜带轧机
- 铝箔冷轧机
- 拉矫机组
- 平整机组
- 重卷分切机组
- 卷取机
- 脱脂清洗线

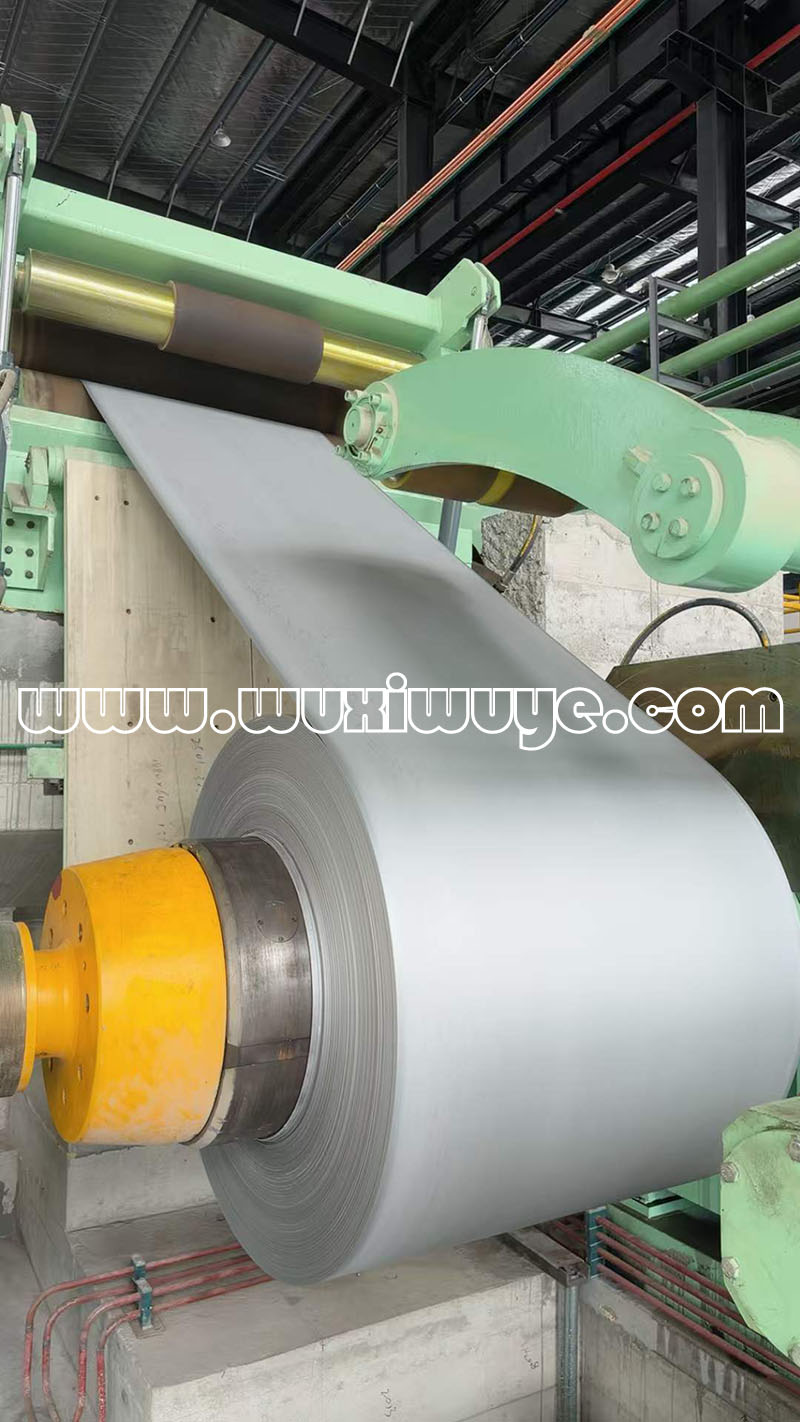
| 1450酸平整机 |
Φ450×1500/Φ960×1450㎜酸洗线四辊平整机组 一、工艺要求 1. 酸洗线基板参数 基板材质:CQ、DQ、DDQ、HSS340、HSS440、HSS590 基板规格: 带钢厚度:1.5~4.5 mm 带钢宽度:900~1300 mm 2.酸洗线基板要求:符合相应国家标准 3.最大轧制力:10000 KN 4.最大轧制速度:180 m/min 5.入/出口最大张力:约150 KN 6.最大平整量:0.3~0.5mm 7.生产线前进方向:待定 二、平整机概述 1.平整机的作用 平整机位于酸洗生产线出口段,其主要作用为: 1)获得酸洗板需要的表面粗糙度,提高后续工序的生产质量。 2)消除酸洗板的厚差。 3)提高酸洗板的机械性能。 2.平整机的主要特性: 1)型式:四辊液压压下,四辊湿式平整 2)平整传动模式: ① 采用交流变频电动机传动(共2 台电机,上、下工作辊分别传动)。 ②上、下工作辊同步与负荷平衡控制。 ③速度与张力闭环控制。 3)平整轧制模式: ①恒轧制力模式:AFC ②延伸率模式:AEC 4) 压下控制方式转换:位置闭环控制与轧制力闭环控制。 5)工作辊弯辊方式: ① 正弯辊液压缸兼作上工作辊平衡缸。 ② 工作辊正/负弯辊。 ③ 弯辊力可以预设定、反馈检测与实时调节。 6)过焊缝模式: ① 自动/手动快开模式,过焊缝后自动恢复目标平整状态。 ② 自动/手动软轧制力模式,过焊缝后自动恢复目标平整状态。 7) 压下与弯辊主要控制单元: ① 压下控制:伺服阀,共2 只。 ② 弯辊控制:比列阀,共2只。 8)测量仪表: ① 位移传感器: 精度1μm,内置于压下液压缸,共2 只。 ② 压力传感器: 精度0.2%,共4 个。 ③ 张力计: 精度0.5%,共4 个。 9)辊系轴向锁紧方式:液压锁紧。 10)上支承辊平衡方式:两侧平衡液压缸同步升降。 11) 轧线标高调整方式:斜楔机构调整。 12)入口防皱辊调整方式: ① 升降液压缸传动(2 个)。 ② 双液压缸齿轮齿条同步。 13)出口防跳辊调整方式: ① 升降液压缸传动(2 个)。 ② 双液压缸齿轮齿条同步。 14)工作辊换辊方式: 不断带齿轮电机驱动换辊。 15)支承辊换辊方式: 不断带液压换辊。
|
| 上一页:880五连轧机组 下一页:四辊/六辊五机架酸连轧机组(无头酸连轧、双收卷) |
  |



 苏公网安备 32021102000215号
苏公网安备 32021102000215号